SLS принтер. 3D печать порошком
Селективное лазерное спекание (SLS) — это технология аддитивного производства, в которой используется лазер для спекания порошкообразного пластика или металла в твердую структуру по трехмерной модели. SLS отличный выбор для инженеров в разработке собственных продуктов. Низкая стоимость распечатанных 3d моделей, высокая производительность и качественные материалы делают технологию идеальной для целого ряда применений от функционального прототипирования до мелкосерийного производства .
Недавние достижения в области разработки 3d принтеров, материалов и программного обеспечения сделали SLS печать доступной для более широкого круга предприятий и домашнего применения, что позволяет все большему числу компаний и людей использовать данные высокотехнологичные инструменты.
В этом руководстве мы расскажем о процессе селективного лазерного спекания, о различных системах и материалах, доступных на рынке, о том, когда стоит рассмотреть возможности использования селективного лазерного спекания по сравнению с другими аддитивными и традиционными методами производства.
История SLS 3D печати
Селективное лазерное спекание (SLS) было одной из первых технологий аддитивного производства, разработанной в середине 1980-х годов доктором Карлом Деккардом и доктором Джо Биманом в Техасском университете в Остине. С тех пор их метод был адаптирован для работы с различными материалами, включая пластмассы, металлы, стекло, керамику и порошки различных композиционных материалов.
На сегодняшний день две наиболее распространенные технологии спекания в порошковом слое — на основе пластика, обычно называемую SLS печатью и на основе металла, известные как прямое лазерное спекание металла (DMLS) или селективное лазерное плавление (SLM). SLS, SLM, DMLS 3d принтеры работают по одному принципу и различаются в основном мощностью и типом лазеров, наличием инертной среды в области печати, в связи с тем, что металлы при нагревании активно окисляются кислородом воздуха, а это в свою очередь может существенно отразиться на прочностных и качественых характеристиках детали. До недавнего времени эти технологии были чрезмерно дорогими и сложными, ограничивая их использование небольшими количествами дорогостоящих или нестандартных деталей, используемых в аэрокосмической промышленности и медицине.
Инновационное развитие в этой области существенно ускорилось в последнее время и SLS печать на основе пластика, в настоящее время готово так же применяться наряду с другими более распространенными технологиями 3D-печати, такими как стереолитография (SLA, DLP) и моделирование методом послойного наплавления (FDM) и в дальнейшем обязательно получит широкое распространение благодаря доступным и компактным системам. Сравнение SLA, FDM и SLS технологий.
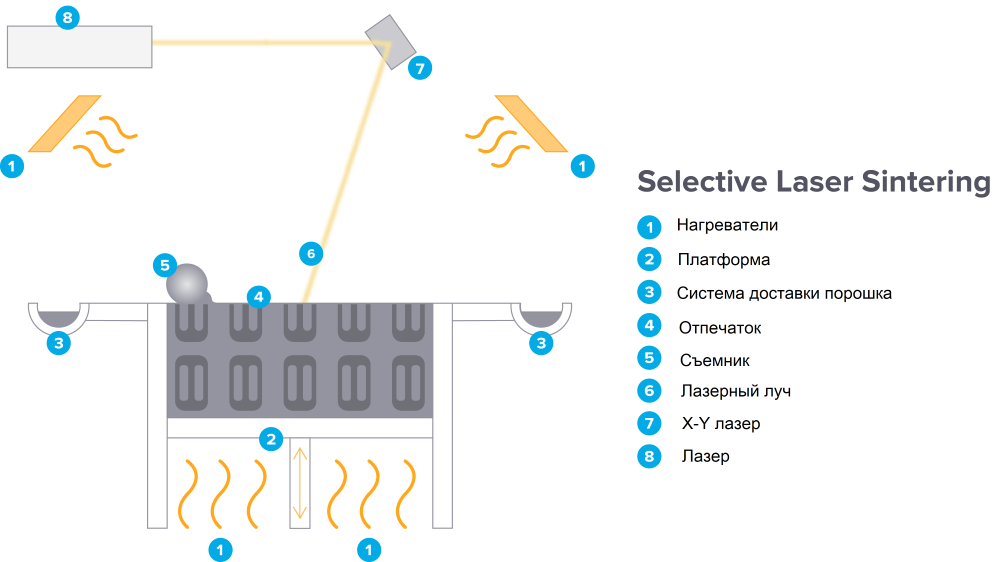
Как работают SLS принтеры
В 3D-принтерах SLS используется мощный лазер для плавления мелких частиц полимерного порошка.
Процесс печати
- Порошок диспергируется тонким слоем на верхней части платформы внутри рабочей камеры.
- Принтер предварительно нагревает порошок до температуры чуть ниже температуры плавления. Это облегчает лазеру плавить областей порошкового слоя.
- Лазер засвечивает поперечное сечение 3D-модели, нагревая порошок чуть ниже или ниже точки плавления материала. Это механически связывает частицы вместе, чтобы создать один твердый слой. Не распылённый порошок поддерживает деталь во время печати и устраняет необходимость в специальных опорных конструкциях.
- Платформа опускается на один слой в сборочную камеру, как правило, между 50 и 200 микронами, и сьемник наносит сверху новый слой порошка. Затем лазер засвечивает следующий поперечный слой.
- Этот процесс повторяется для каждого слоя до тех пор, пока деталь не будет завершена, а готовые отпечатки остаются для постепенного охлаждения внутри принтера.
- После охлаждения деталей оператор извлекает сборочную камеру из принтера и переносит ее на станцию очистки, отделяя напечатанные модели и удаляя излишки порошка.
Постобработка распечатанных моделей методом селективного лазерного спекания SLS
Постобработка распечатанных моделей методом селективного лазерного спекания требует минимальных затрат времени и труда.
После завершения печати готовые детали необходимо извлечь из сборочной камеры, отделить и очистить от избытка порошка. Этот процесс обычно выполняется вручную на станции очистки с использованием сжатого воздуха и пылесоса.
Детали SLS имеют слегка шероховатую поверхность прямо после печати, как мелкозернистая наждачная бумага. Шероховатость поверхности определяется как ½ от размера фракции используемого порошка. Например если средний диаметр частицы D50 = 30 мкм, тогда на выходе шероховатость Ra = 15-18 мкм, а после пескоструйной обработки можно достич Ra = 8-10 мкм, что соответствует 4 классу. Нейлон предоставляет ряд возможностей для последующей обработки, таких как шлифовка, окраска, эмалирование в печи, металлическое покрытие, склеивание, порошковое покрытие и флокирование.
Пере использование оставшегося материала в SLS принтерах
Любой избыток порошка, остающийся после извлечения делали, фильтруется для удаления более крупных частиц и может быть пере использован. Неиспользованный порошок слегка разлагается под воздействием высоких температур, поэтому его необходимо смешать с новым материалом для последующей печати. Эта способность — повторно использовать материал для последующих работ делает SLS одним из наименее затратных методов производства.
Типы SLS принтеров
Все системы селективного лазерного спекания построены вокруг процесса, описанного выше. Основными отличительными особенностями являются тип лазера и объем модели. В разных системах используются разные решения для контроля температуры, распределения порошка и формирования слоев.
Селективное лазерное спекание требует высокого уровня точности и жесткого контроля. Температура порошка вместе с (неполными) деталями должна контролироваться в пределах 2 ° C во время трех стадий предварительного нагрева, спекания и хранения перед извлечением, чтобы минимизировать коробление, внутреннее напряжение и деформацию, вызванную теплом.
Промышленные SLS
Промышленные SLS используются в различных отраслях, от запасных частей для крупнейшего в мире производителя грузовых автомобилей до космической и медицинской промышленности. Самые большие системы могут печатать детали длиной 1 метр.
В промышленных системах SLS используется один или несколько мощных углекислотных лазеров. Чем больше объем сборки, тем сложнее система. Промышленные SLS требуют инертной среды — азота или других газов — для предотвращения окисления и разложения порошка. Таким образом, промышленное селективное лазерное спекание требует специального оборудования для обработки воздуха. Эти системы также требуют промышленного питания и даже самым маленьким промышленным машинам требуется пространство для установки не менее 10 м² .

Настольные SLS
3d принтеры Benchtop SLS, Formlabs Fuse 1 обеспечивают производительность, сравнимую с промышленными системами, в более компактной, удобной форме.

Настольные системы используют диодный или волоконно-оптический лазер вместо CO2-лазеров, используемые в промышленных система, для обеспечения стабильного качества луча при меньших затратах.
Меньший объем сборки настольной машины требует меньшего нагрева. Поскольку порошок подвергается воздействию повышенных температур в течение более короткого периода времени, нет необходимости в инертных газах и специальном оборудовании для обработки воздуха. Меньшее потребление энергии позволяет настольным системам работать от стандартной мощности бытового переменного тока без специализированной инфраструктуры.
В целом, настольные системы предлагают немного меньший объем сборки и более медленную скорость по сравнению с промышленными системами SLS, в обмен на существенно меньшую занимаемую площадь и более низкую стоимость.
Сравнение систем SLS
| Настольный SLS | Промышленные SLS | |
|---|---|---|
| Цена | Начиная с 10 000 долларов | $ 200,000- $ 1000000 + |
| Объем печати | До 165 х 165 х 320 мм | До 550 х 550 х 750 мм |
| Плюсы | Доступный Упрощенный рабочий процесс Низкие эксплуатационные расходы Небольшая занимаемая площадь |
Большой объем сборки Высокая производительность Широкий выбор материалов |
| Минусы | Средний объем сборки | Высокая цена Большая занимаемая площадь Промышленное питание Требуется оператор и специальное обучение |
Сравнение основано на настольной SLS-системе Formlabs Fuse 1 и промышленных SLS-системах EOS и 3D Systems.
Нейлон для SLS печати: материал для прототипирования и производства
Самым распространенным материалом для селективного лазерного спекания является нейлон, популярный инженерный термопласт, любимый своими легкими, прочными и гибкими свойствами. Нейлон устойчив к ударам, химикатам, теплу, ультрафиолету, воде и грязи.

Нейлон — это синтетический термопластичный полимер, который принадлежит к семейству полиамидов. Есть две его версии, обычно используемые для селективного лазерного спекания, — это нейлон 11 и 12 или PA11 и PA12.
PA — это сокращенное название полиамида, а цифры представляют количество атомов углерода в материале. Оба материала одинаковы по свойствам, PA11 немного более гибок и ударопрочен, тогда как PA12 более прочный, износостойкий и биосовместимый.
Свойства нейлонов для SLS печати
| Нейлон PA12 | Нейлон PA11 | |
|---|---|---|
| Предел прочности | 50 МПа | 48 МПа |
| Модуль для упругости | 1850 МПа | 1560 МПа |
| Относительное удлинение при разрыве | 12% | 35% |
| Температура плавления (HDT) | 154 ° С при 0,45 МПа | 130 ° С при 0,45 МПа |
Нейлон 11 и 12 являются однокомпонентными порошками, но в 3D-принтерах SLS также могут использоваться двухкомпонентные порошки, такие как порошки с покрытием или порошковые смеси. Нейлоновые композиты с алюминидом, углеродом или стеклом разработаны для оптимизации деталей с целью повышения прочности, жесткости или гибкости. В двухкомпонентных порошках спекается только компонент с нижней точкой стеклования, связывающий оба компонента.
Почему выбирают SLS печать?
Инженеры выбирают селективное лазерное спекание за свободу проектирования, высокую производительность, отсутствие поддержек и низкую себестоимость детали.
Свобода творчества
Большинство процессов аддитивного производства, таких как стереолитография (SLA) и моделирование методом послойного наплавления (FDM), требуют специализированных опорных конструкций для изготовления конструкций с нависающими элементами.
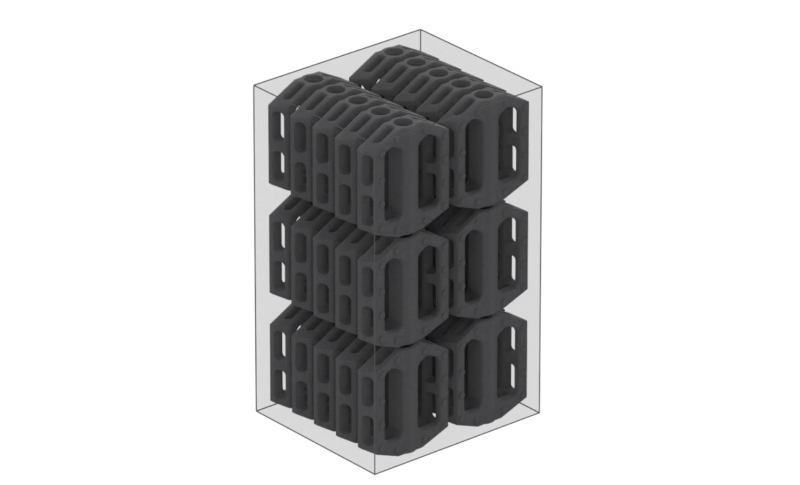
Для селективного лазерного спекания не требуются опорные конструкции, поскольку во время печати детали окружены порошком материала. SLS может создавать ранее невозможные геометрии, такие как динамичные деталей, детали с внутренними компонентами или каналами, другие очень сложные конструкции.

Инженеры обычно проектируют детали с учетом возможностей производственного процесса.
Поскольку селективное лазерное спекание становится действенным методом производства для растущего числа областей, оно может открыть новые возможности для проектирования и конструирования. SLS может печатать сложные проекты в одном отпечатке, который обычно требует нескольких частей. Это помогает исключить слабые местах традиционной сборки и сократить время производства конечного продукта.
Лазерное спекание может полностью использовать потенциал генеративного дизайна, позволяя создавать легкие конструкции, в которых используются сложные решетчатые конструкции, которые невозможно изготовить традиционными методами.
Высокая производительность и пропускная способность
SLS — самая быстрая технология аддитивного производства для функциональных, долговечных прототипов и конечных деталей. Лазеры, которые расплавляют порошок, имеют гораздо более высокую скорость засветки и являются более точными, чем методы наплавления слоев, используемые в других процессах, таких как промышленные FDM 3d принтеры.
Во время печати можно плотно расположить несколько частей, чтобы максимизировать доступное пространство сборки для каждой машины. Операторы используют программное обеспечивающее оптимизацию каждой сборки для максимальной производительности, оставляя лишь минимальный зазор между деталями.
Детали могут быть добавлены в сборку, когда печать уже выполняется. Это дает возможность вносить изменения в конструкцию в последнюю минуту или добавлять последовательные итерации прототипа.
Функциональные материалы
Ключом к функциональности и универсальности SLS 3D-печати является используемый материал. Нейлон и его композиты — это проверенные, высококачественные термопласты. Нейлоновые детали спеченные лазером имеют высокую прочность и механические свойства, сравнимые с теми, которые создаются с помощью традиционных методов производства, таких как литье под давлением.

Нейлон SLS является отличной заменой обычным литьевым пластмассам. Он идеально подходит для функциональных применений, где требуются пластмассовые детали, которые будут работать в тех случаях, когда детали, изготовленные с использованием других методов, со временем разрушаются и становятся хрупкими.
3D принтер Sintratec Kit

- Максимальный объем сборки (мм): 100 х 100 х 100
- Мин. Толщина слоя (мм): 0,1
- Тип лазера: Полупроводниковый
- Материалы: PA 12 (нейлон), TPE
- Цена: 6000 $
Если вы хотите сократить расходы на будущую покупку 3D-принтера, цена обычно может быть снижена, если вы остановитесь на комплекте DIY. Sintratec Kit от швейцарской компании Sintratec — единственный в мире DIY SLS 3D-принтер, который можно собрать самостоятельно и возможно, самый доступный вариант в категории SLS.
При стоимости чуть более 6000 долларов эта система представляет собой идеальный вариант для малых предприятий, которые хотят использовать технологию SLS в своем производстве. Его сборка и настройка займет около четырех дней.
3D принтер Red Rock 3D
- Максимальный объем сборки (мм): 180 х 180 х 180
- Мин. Толщина слоя (мм): 0,1
- Скорость: 20 с м³ / ч
- Тип лазера: Полупроводниковый, лазерный диод 5Вт
- Материалы: PA 12 (нейлон)
- Цена: 10000 $
Одним из менее известных, но не менее интригующих вариантов в секторе настольных SLS является одноименный Red Rock 3D от российской компании Red Rock, выпущенный в 2017 году. Этот компактный 3D-принтер, изготовленный из высокоточных деталей, обработанных на станках с ЧПУ, имеет компактную площадь основания 180 °. x 180 x 180 мм, толщина слоя 100 микрон и скорость печати 20 с м³ / ч.
Red Rock 3D управляется 5-дюймовым сенсорным экраном и имеет возможность подключения карты Micro SD. При начальной цене около 10 000 долларов он представляет собой относительно доступный 3D-принтер SLS. Red Rock может не иметь родословной некоторых других машин из этого списка, но интересно наблюдать, как новые лица появляются на растущем рынке 3D-печати SLS.
3D принтер Sinterit Lisa Pro
- Максимальный объем сборки (мм): 110 х 160 х 245
- Мин. Толщина слоя (мм): 0,075
- Тип лазера: Полупроводниковый, лазерный диод 5Вт
- Материалы: PA 12 и PA 11 (нейлон), TPU, TPE
- Цена: 14500 €
Sinterit, польский производитель 3D-принтеров. Его простая установка plug-and-play не требует дополнительной калибровки, что делает Lisa Pro удобной для новичков и производства.
Благодаря новой встроенной азотной камере, Lisa Pro расширяет список совместимых материалов, открывая новые возможности применения. Если вы хотите печатать на самых разных материалах, от сверхпрочных до гибких, Lisa Pro лучший выбор. Sinterit предлагает семь порошков и возможность использования материалов сторонних производителей. Lisa Pro производит высокоточные детали с минимальной толщиной слоя до 75 микрон, благодаря новому и улучшенным компонентам.
3D принтер Formlabs Fuse 1

- Максимальный объем сборки (мм): 165 х 165 х 300
- Мин. Толщина слоя (мм): 0,11
- Скорость: 10 мм / ч
- Тип лазера: Иттербиевый волоконно-оптический 10Вт
- Материалы: PA 12
- Цена: 18499 $
Этот 3D принтер был запущен в продажу в январе 2021 года, после более чем трех лет разработки.
Цена Fuse 1 начинается от 18 499 долларов (32 000 долларов за принтер и станцию удаления порошка Fuse Sift), оснащен сенсорным пользовательским интерфейсом с мониторингом рабочего процесса в режиме реального времени. Formlabs заявляет, что ее технология Surface Armor формирует полоспеченную оболочку, которая печатает вокруг поверхности детали, обеспечивая хорошие механические свойства и высококачественную поверхность детали.
Fuse 1 имеет рабочий объем 165 x 165 x 300 мм и толщину слоя 110 микрон. В сочетании с фильтром Fuse Sift он может существенно снизить затраты на материалы.
3D принтер Sintratec S2
- Максимальный объем сборки (мм): ⌀160 x 400
- Мин. Толщина слоя (мм): 0,1
- Скорость: 240 мм / ч
- Тип лазера: Полупроводниковый 10Вт
- Материалы: PA 12, TPE
- Цена: 30 000 $
Sintratec S2 — это компактный SLS 3D-принтер, который в сочетании со станциями постобработки обеспечивает удобное для 3D студии для печати с высокой детализацией. Эта машина предлагает удивительно большой цилиндрический объем сборки ⌀160 x 400 мм. В отличие от Sintratec Kit, S2 не требует сборки.
Контроль за процессом 3D печати осуществляется с помощью встроенной камеры, обеспечивающей послойный контроль.
Sintratec S2 обеспечивает максимальную эффективность, используя сменные модули для удаления порошка, а также постобработку в виде струйной очистки и полировки.
3D принтер EOS Formiga P 110 Velocis
- Максимальный объем сборки (мм): 200 x 250 x 330
- Мин. Толщина слоя (мм): 0,06
- Скорость: 1.2 л / ч
- Тип лазера: CO2 лазер 30Вт
- Материалы: Алюмид, PA 1101, PA 1102 черный, PA 2200, PA 2201, PA 3200, стекловолокно, PrimeCast 101, PrimePart ST, PA 2105
- Цена: 175 000 $
Модель EOS Formiga P 110 Velocis, созданная немецким производителем в области промышленной 3D-печати, обеспечивает гибкость и рентабельность для производственных цехов. Эта система 3D-печати с габаритами 200 x 250 x 330 мм и толщиной слоя 60 микрон идеально подходит для изготовления небольших компонентов со сложной геометрией.
P 110 оснащен инновационным управлением температурой и программным управлением, которые ускоряют процессы нагрева и формирования слоев. Он также имеет точное лазерное пятно с небольшим диаметром фокуса, что позволяет получать толщину стенок менее полмиллиметра. Система адаптируема, так как совместима с девятью полимерными материалами и 10 комбинациями материалов.
Компания EOS предлагает еще пять промышленных 3D-принтеров с более мощными лазерами и большими объемами сборки.
3D принтер 3D Systems ProX SLS 6100
- Максимальный объем сборки (мм): 381 x 330 x 460
- Мин. Толщина слоя (мм): 0,08
- Скорость: 2.7 л / ч
- Тип лазера: CO2 лазер 100Вт
- Материалы: PA 12, PA 11, TPU, PA стекловолокно, PA алюминий
- Цена: 210 000 $
ProX SLS 6100 запущенный 3D Systems в ноябре 2017 года, предназначен для печати деталей промышленного уровня. Он имеет габариты сборки 381 x 330 x 460 мм, что является достаточно большим для SLS принтеров.
ProX SLS 6100 использует широкий спектр материалов DuraForm ProX SLS, который состоит из PA 12, PA 11, а также нейлоновых порошков, наполненных углеродным волокном, стеклом и алюминием. Благодаря облачной интеграции, автоматизированным производственным инструментам и заявленной эффективности использования материалов 95%, ProX SLS 6100 обеспечивает низкие эксплуатационные расходы, что делает его подходящим промышленным SLS-принтером для самых разных отраслей промышленности.
6100 — это модель начального уровня 3D System, в то время как других машины SLS предлагают более мощные лазеры, большие объемы сборки и другие промышленные навороты.