3d технологии: сравнение FDM, SLA и SLS

Аддитивное производство или 3D-печать снижают затраты, экономят время и выходят за пределы производственных процессов. Технологии 3D-печати предлагают универсальные решения в самых разных областях: от концептуальных моделей и функциональных прототипов, различных вещей бытового назначения, до приспособлений, деталей используемых в производстве.
За последние несколько лет 3D-принтеры с высоким разрешением стали более доступными, простыми в использовании и более надежными. В результате технология стала доступной для большего числа компаний, но выбор между различными конкурирующими решениями для 3D-печати может быть затруднен.
Какая технология подходит для вашего конкретного производства или дела? Какие материалы доступны? Какое оборудование и обучение вам нужно, чтобы начать? Как насчет затрат и возврата инвестиций?
В этой статье мы познакомимся с тремя наиболее распространенными технологиями для 3D-печати пластиком: моделирование методом послойного наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
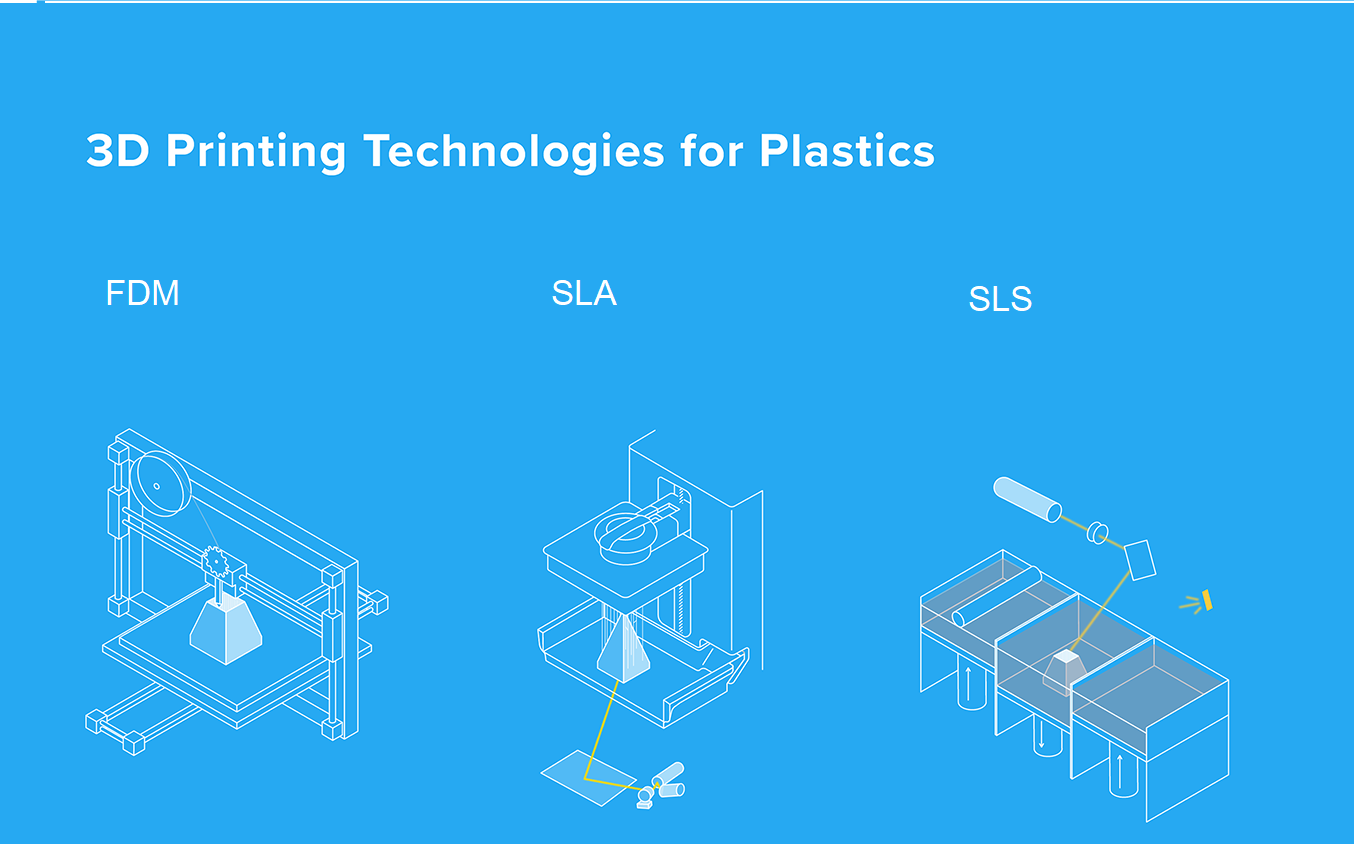
Моделирование методом послойного наплавления (FDM)
Моделирование методом послойного наплавления является наиболее широко используемой формой 3D-печати на бытовом и домашнем уровне, чему способствует появление любителей и энтузиастов 3D-печати. 3D-принтеры FDM изготавливают детали путем наплавления экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области печати.
FDM работает с рядом стандартных термопластов, таких как ABS, PLA и их различными смесями. Этот метод хорошо подходит для базовых моделей, а также для быстрого и недорогого создания прототипов простых деталей.
Отпечатки изготовленные на FDM принтерах имеют видимые линии слоев, могут быть неточности вокруг сложных элементов, а так же многое зависит от качества настройки и периодичности обслуживания ввиду износа основных механизмов. Этот пример был напечатан на промышленном 3D-принтере Stratasys uPrint FDM с растворимыми подложками (машина стоимостью от 15 900 долл. США.
FDM имеет самое низкое разрешение и точность по сравнению с SLA или SLS и не является хорошим вариантом для печати деталей со сложной геометрической формой и высоким требованиям к качеству поверхности и точности изготовления. Улучшить качество поверхности поможет химическая (ацетон и другие растворители) и механическая полировка. В промышленных FDM 3D-принтерах используются растворимые поддержки для устранения некоторых проблем и предлагается более широкий ассортимент конструкционных термопластов, но они также стоят дорого.
Стереолитография (SLA)
Стереолитография была первой в мире технологией 3D-печати, изобретенной в 1980-х годах, и до сих пор остается одной из самых популярных технологий для профессионалов. В SLA принтерах используется лазер для отверждения жидкой фотополимерной смолы в затвердевшую пластмассу, этот процесс называется фотополимеризацией.
Детали SLA имеют высочайшее разрешение и точность, четкие очертания детали и гладкую поверхность, но главное преимущество SLA заключается в его универсальности. Производители материалов создали инновационные составы смол SLA с широким спектром оптических, механических и термических свойств, которые соответствуют свойствам стандартных, технических и промышленных термопластов.

SLA — отличный вариант для высокодетализированных прототипов, требующие жестких допусков и гладких поверхностей, таких как формы, узоры и функциональные детали. SLA широко используется в различных отраслях промышленности: в области машиностроения и проектирования различных прототипов, в стоматологии, ювелирном деле и в образовательных целях.
Селективное лазерное спекание (SLS)
Селективное лазерное спекание является наиболее распространенной технологией аддитивного производства для промышленного применения.
В 3D-принтерах SLS используется мощный лазер для плавки мелких частиц полимерного порошка. Порошок поддерживает деталь во время печати и устраняет необходимость в специальных опорных конструкциях. Это делает SLS идеальным для сложной геометрии, включая детали с внутренними полостями, тонкими стенками и сложными нестандартными элементами. Детали, изготовленные с использованием SLS-печати, обладают превосходными механическими характеристиками, прочность которых напоминает прочность литых изделий.

Наиболее распространенным материалом для селективного лазерного спекания является нейлон (полиамид), популярный инженерный термопласт с превосходными механическими свойствами. Нейлон легкий, прочный и гибкий, а также устойчив к ударам, химическим веществам, нагреву, ультрафиолетовому излучению, воде и грязи.
Сочетание низкой цены на деталь, высокой производительности и качественных материалов делает SLS популярным выбором среди инженеров для функционального прототипирования и экономически выгодной альтернативой инжекционному литью для ограниченного производства.
Сравнение 3d технологии FDM, SLA и SLS
Каждая технология 3D-печати имеет свои сильные и слабые стороны, требования, подходит для различных приложений и предприятий. В следующей таблице приведены некоторые ключевые характеристики данных технологий.
| Моделирование методом наплавления (FDM) | Стереолитография (SLA) | Селективное лазерное спекание (SLS) | |
|---|---|---|---|
| Разрешение | ★★ ☆☆☆ | ★★★★★ | ★★★★ ☆ |
| Точность | ★★★★ ☆ | ★★★★★ | ★★★★★ |
| Качество Поверхности | ★★ ☆☆☆ | ★★★★★ | ★★★★ ☆ |
| Пропускная способность | ★★★★ ☆ | ★★★★ ☆ | ★★★★★ |
| Комплексные проекты | ★★★ ☆☆ | ★★★★ ☆ | ★★★★★ |
| Простота использования | ★★★★★ | ★★★★★ | ★★★★ ☆ |
| Плюсы | Недорогие потребительские машины и материалы | Отличное качество Высокая точность Гладкая поверхность Широкий диапазон функциональных применений |
Прочные детали Свобода проектирования Нет необходимости в опорных конструкциях |
| Минусы | Низкая точность Низкое качество детали Ограниченная совместимость дизайна |
Средний объем сборки Чувствителен к длительному воздействию ультрафиолета |
Грубая поверхность Ограниченные варианты материала |
| Применение | Недорогое быстрое прототипирование. Основные проверенные модели |
Функциональное создание прототипов Изготовление ювелирных изделий |
Функциональное прототипирование. Нестандартное производство |
| Объем печати | До ~ 200 х 200 х 300 мм (настольные 3D-принтеры) | До 145 х 145 х 175 мм (настольные 3D-принтеры) | До 165 х 165 х 320 мм (настольные 3D-принтеры) |
| Материалы | Стандартные термопласты, такие как ABS, PLA и их различные смеси. | Разные фотополимерные смолы (термореактивные пластики). Стандартный, инженерный (ABS-подобный, PP-подобный, гибкий, термостойкий), литьевой, стоматологический и медицинский (биосовместимый). | Инженерные термопластики. Нейлон 11, Нейлон 12 и их композиты. |
| Повышение квалификации | Простое обучение настройке сборки, эксплуатации машины и отделке; не сложное обучение по обслуживанию | Подключи и играй. Незначительное обучение настройке сборки, техническому обслуживанию, эксплуатации и отделке машины. | Умеренное обучение настройке сборки, техническому обслуживанию, эксплуатации и отделке машины. |
| Требования к помещению | Желательно индивидуальная вентиляция для настольных машин ввиду испарений от нагретого пластика | Настольные машины подходят для офисной и домашней среды | Рабочая среда с умеренными требованиями к пространству для настольных систем |
| Вспомогательное оборудование | Система снятия опор для станков с растворимыми опорами (опционально автоматизирована), чистовые инструменты. | Станция доотверждения, станция мойки (опционально автоматизирована), инструменты для отделки. | Станция постобработки для очистки деталей и восстановления материалов. |
Затраты и возврат инвестиций
В конечном счете, вы должны выбрать технологию, которая наиболее подходит для вашего бизнеса. В последние годы цены значительно упали, и сегодня все три технологии доступны в компактных и доступных системах.
Расчет затрат не заканчивается первоначальными затратами на оборудование. Материальные и трудовые затраты оказывают существенное влияние на стоимость каждой детали в зависимости от области применения и ваших производственных потребностей.
Вот подробная разбивка по технологиям:
| Плавленое моделирование осаждения (FDM) | Стереолитография (SLA) | Селективное лазерное спекание (SLS) | |
|---|---|---|---|
| Расходы на оборудование | Самые простые аппараты можно приобрести за 100 — 300 USD. Настольные принтеры среднего класса стоят от 2000 долларов, а промышленные системы — от 15 000 долларов. | Профессиональные настольные принтеры стоят от 3500 долларов, а крупные промышленные машины — от 80000 долларов. | Настольные системы стоят от 10 000 долларов, а промышленные принтеры — от 100 000 долларов. |
| Материальные затраты | 20–150 долл. США / кг на большинство стандартных и конструкционных нитей и 100–200 долл. США / кг на вспомогательные материалы. | 100-200 долл. США / л для большинства стандартных и технических смол. | $ 100 / кг за нейлон. SLS не требует опорных конструкций, и неиспользованный порошок можно использовать повторно, что снижает материальные затраты. |
| Постобработка | Ручное удаление опор (может быть в основном автоматизировано для промышленных систем с растворимыми опорами). Для качественной отделки требуется длительная постобработка. | Мытье и последующее отверждение (оба могут быть в основном автоматизированы). Простая пост-обработка для удаления отметок поддержки. | Простая очистка для удаления лишнего порошка. |
Прототипы оправы лыжных очков, напечатанные по технологии FDM, SLA и SLS (справа на лево).
